-
Introduction
Metal injection moulding (MIM) has over the past decade established itself as a competitive manufacturing process for small precision components which would be costly to produce by alternative methods.
It is capable of producing
- in both large and small volumes
- complex shapes
- from almost all types of materials including metals, ceramics, intermetallic compounds, and composites
Metal injection moulding (MIM) is a development of the traditional powder metallurgy (PM) process and is rightly regarded as a branch of that technology.
- The standard PM process that is press&sinter is to compact a lubricated powder mix in a rigid die by uniaxial pressure, eject the compact from the die, and sinter it.
Quite complicated shapes can be and are regularly being produced by the million, but there is one significant limitation as regards shape:
- after compaction in the die the part must be ejected, i.e. pushed out of the die cavity.
It will be obvious, therefore, that parts with undercuts or projections at right angles to the pressing direction cannot be made directly, unless complicated procedures and split dies are involved.
That limitation is substantially removed by the metal injection moulding process.
The use of injection moulding for the production of quite intricate parts in a number of plastic materials has been known for many years, and most of us come into contact with them in some form or other every day.
One important feature of such parts is that they are relatively cheap .
However, for many engineering applications these plastic materials have quite inadequate mechanical properties.
Some improvement is made possible by the use of solid fillers – ceramic or metal powders – but the real breakthrough occurred when it was found possible to incorporate a very high volume fraction of metal powder in a mix so that, instead of a filled plastic part, a plastic-bonded metal or ceramic part is produced.
Careful removal of the plastic binder leaves a skeleton of metal or ceramic which, although fragile, can be handled safely and sintered in much the same way as traditional die compacted parts.
As fine powders are used, after sintering densities of 95% or more are reached and the mechanical properties are, for that reason, generally superior to those of pressed&sintered PM parts.
-
Comparison with Competitive Technologies
MIM (Metal Injection Moulding) is essentially a technology for producing complex shape parts in high quantities. If the shape allows the production of the part by, for example, conventional pressing and sintering, MIM would in most cases be too expensive.
However, if the required number of complex parts is higher than a certain amount MIM is cheaper than machining.
In regard to many features MIM comes out on top.
However this does not tell the whole story, and many shapes that are possible by MIM cannot be produced by other routes.
MIM certainly has advantages compared with investment casting in the case of high part numbers of castings, and of course in non-castable alloys.
MIM Process
- In the traditional PM process it is normal to produce after sintering a part having dimensions very close to those of the original compact.In this way it is not difficult to ensure close dimensional tolerances.
- With injection moulding, however, the situation is quite different.
- The ‘green’ compact, as the as-moulded part is called, contains a high volume percentage of binder – as much as 50% – and during sintering a large shrinkage occurs.
It is, therefore, a major requirement of the sintering process to ensure that this shrinkage is controlled.
-
- In this regard, MIM has an advantage over conventional PM in so far as the density of the metal in the compact is, if the mix and the injection have been made correctly, uniform throughout and the shrinkage, though large, is also uniform.
This eliminates the possibility of warpage that can result from non-uniform density in a die-compacted part.
The rheological properties of the feedstock, that is the powder/binder mix, are of major importance.
The viscosity at the moulding temperature must be such that the mix flows smoothly into the die without any segregation, and the viscosity should be as constant as possible over a range of temperature.
However, the mix must become rigid on cooling.
These requirements dictate the properties of the binders used, and to some extent, the granulometry of the powder. Let us look first at the powders.
Metal Powders
Almost any metal that can be produced in a suitable powder form can be processed by MIM.
Aluminium is an exception because the adherent oxide film that is always present on the surface inhibits sintering.
The list of metals that have been used includes many common and several less common metals and their alloys – plain and low alloy steels, high speed steels, stainless steels, superalloys, intermetallics, magnetic alloys and hardmetals (cemented carbides).
- However, the most promising candidates from the economic point of view are the more expensive materials.
This is accounted for by the fact that, unlike alternative processes that involve machining, there is practically no scrap which helps to offset the high cost of producing the powder in the required form.
Scrap is of lesser significance in the case of inexpensive metals.
The term ‘suitable powder form’ deserves clarification, and it can be seen that the issue is not clear cut – there are conflicting requirements.
Particle shape is important for a number of reasons:
- It is desirable to incorporate as high a proportion of metal as possible, which means that powders having a high packing density are indicated.
- Spherical or near spherical shape should, therefore, be preferred, but the risk of the skeleton going out of shape during the debinding process is increased: (there is no metallurgical bonding and interlocking between the particles as happens in a die pressed compact).
Average particle size and particle size distribution are also important:
- Fine powders which, as is well known, sinter more readily than coarser powders would, therefore, seem to be desirable, but there are a number of limiting factors.
Ideal powder is said to be as follows:
- Tailored particle size distribution, for high packing density and low cost (mixture of lower cost large particles and higher cost small particles)
- No agglomeration
- Predominantly spherical (or equiaxed) particle shape
- Sufficient interparticle friction to avoid distortion after binder removal. Probably a an angle of repose over 55 degrees
- Small mean particle size for rapid sintering, below 20 micron
- Dense particles free of internal voids.
- Clean particle surface for predictable interaction with the binder.
In the real world, of course, the choice is restricted to what is available, but growing demand has stimulated a major effort by powder manufacturers to produce powders to meet the special requirements of MIM.
Mixing
- Tumbler mixes – double cone mixers for example – such as are widely used for the dry blending or mixing of powders are of little use for MIM mixtures.
For these it is necessary that a shearing action takes place.
- Several different types are available:
- Z blade and planetary mixers are examples.
- A major objective is to ensure that the whole of the surface of each particle is coated with binder.
As has been indicated earlier the least possible amount of binder should be used, but the appropriate volume ratio of binder to powder depends on the powder characteristics. In industrial practice, the ratio varies from about 0.5 to 0.7.
It is usual to convert the mix into solid pellets by a process referred to as granulation. These pellets can be stored and fed into the moulding machine as required.
Moulding
The production of an injection-moulded part from the feedstock is rather similar to the injection-moulding of plastics. Thus, the machines used for this part of the MIM process are substantially the same as those in use in the plastics industry.
The injection cycle consists of several stages.
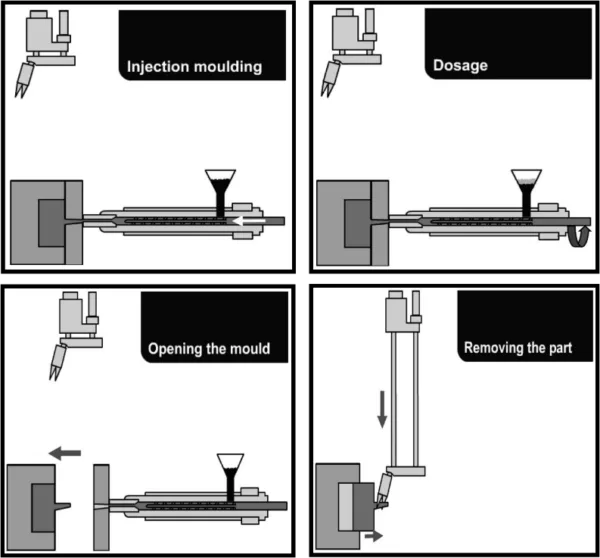
The binder component of the compound is melted in the injection unit and is again kneaded through the screw during dosage. It is then injected under high pressure into the cavity of the mould inserted in the clamping unit. After the feedstock has hardened (the mould temperature also is controlled – it must be low enough to ensure that the compact solidifies after injection) , the mould is opened by opening the clamping unit, the moulded part is ejected by the ejector system and is picked up by a robotic handling unit.
The fact that material and mould changing can be carried out manually in as short a time as under 20 minutes allows just-in time production in line with requirements. The wide range of automation possibilities means that uncomplicated series production of components made of metal powder is easily possible.
The structure of an injection moulding machine
In general, a normal screw-type injection moulding machine consists of a clamping unit, an injection unit and a controller.
The mould, consisting of two halves, is securely fitted in the clamping unit. The clamping unit itself has a stationary platen, referred to as the fixed mounting platen, and also a moving mounting platen. When the clamping unit and therefore the mould is closed, the material can be injected. After a certain cooling time, when the clamping unit moves back and opens the mould is opened as well, and the moulded part can be removed.
The structure of the injection unit
The machine’s injection unit principally consists of the screw, which transports the compound and compresses it so that is free of bubbles, the heating system which controls the temperature of the compound, and the nozzle out of which the compressed and heated material is injected under pressure into the mould.
Finally, the controller coordinates all movement and production sequences of the powder injection moulding machine.
The injection moulding machines are equipped with computer controllers and monitors to allow ease of use.
All defined adjustment parameters can be saved on data mediums, thereby guaranteeing that executed production cycles can be reproduced. As early as during the production process, reject and good parts can be identified and automatically separated and normally recycled by regranulating into pellets and admixed to virgin feedstock.
The mould
To inject powder materials, it is possible to use moulds with the features normally used for working plastics, such as sliding bars, core pulls, unscrewing units, cavity pressure transducers etc.
However, due to the abrasive properties of the powder / binder melts, attention should be paid to providing protection against wear (e.g. by way of special hardening or alloys).
A method of reducing the unit cost of parts is to use a mould with multiple cavities so that several parts are produced at each injection.
To be worthwhile, however, the saving must be such that it more than offsets the increased cost of the mould. It is, therefore, more relevant when very large quantities of a particular component are to be produced.
For details on mould design see the subsequent chapter “Designing for MIM”.
De-binding
The removal of the binder from the green part is a key stage of the process and one that requires most careful control.
There are two basic processes:
- Heating of the green compact to cause the binder to melt, decompose, and/or evaporate.
- This must be done with great care in order to avoid disruption of the as-moulded part, and in this connection the use of binders with several ingredients which decompose or evaporate at different temperatures is advantageous.
- The process normally takes many hours, the time being dependent, inter alia, on the thickness of the thickest section.
To accelerate and de-criticise the thermal step, nowadays usually a first step based on chemical methods is used.
One way is by immersing the parts in a suitable solvent at room temperature or just above. The solvent can be a liquid like hexane or heptane, trichloroethane, or acetone, or even water, depending on the binder used; the binder is engineered in such way that while a large fraction of it is soluble in that solvent, a residual fraction is not, so that after the immersion for a few hours the parts are still solid and can be handled. After drying the solvent debound parts will also show interconnected porosity, that simplifies the subsequent removal by thermal methods (often carried out directly during the first stage of sintering) of the residual binder.
Another typical chemical debinding is catalytic debinding of polyacetal MIM feedstock using gaseous nitric acid or oxalic acid. This process greatly reduces the time for debinding, and equipment has been developed whereby catalytic debinding and sintering can be executed on a continuous production basis.
Then, as explained, normally heating is required as a final step to complete the removal by evaporation.
Other less commonly used binding processes use gelation, e.g. with mixtures of cellulose and gums, and freezing of an aqueous slurry containing also organic ingredients.
During debinding the strength of the compact decreases markedly and great care is necessary in handling the ‘brown’ parts as they are called, a term derived from the early works on ceramic injection moulding and thermal debinding processes.
Sintering
This is the name given to the heating process in which the separate particles weld together and provide the necessary strength in the finished product.
- The process is carried out in controlled atmosphere furnaces – sometimes in vacuum – at a temperature below the melting point of the metal.
- Sintering in MIM is substantially the same as that used for traditional PM parts, although generally at a higher temperature to enhance densification and pore elimination, not objectives when sintering pressed parts.
- Because it is essential to avoid oxidation of the metal, the atmospheres used are generally reducing.
Apart from protecting the metal, such atmospheres have the further advantage of reducing any oxide existing on the surfaces of the powder particles.
This surface oxide is, of course, greater in total the finer the powder and so is of greater significance in MIM than it is with traditional PM.
- The exact composition of the sintering atmosphere used depends on the metal being sintered.
For many metals a straightforward atmosphere containing hydrogen is all that is required, but in the case of steels which have carbon as an essential alloying element, the atmosphere must contain a carbon compound or compounds so that it is in equilibrium with the steel, i.e. it must neither carburise nor de-carburise the steel.
- The fact that the powders used are very much finer in MIM than those used in PM means that sintering takes place more readily by reason of the higher surface energy of the particles.
- As the ‘brown’ part is extremely porous, a very large shrinkage occurs and the sintering temperature must be very closely controlled in order to retain the shape and prevent ‘slumping’.
- The final part has a density closely approaching theoretical, usually greater than 97%, and the mechanical properties are not significantly, if at all, below those of wrought metal of the same compositions
Post-Sintering Operations
The properties of MIM components can be improved by many of the standard processes that are applicable to wrought metals and/or PM components
The attached table lists typical mechanical property data for a range of materials processed by MIM.
Comparison with wrought materials is not straightforward because sometimes data for identical compositions are not available, but the data in the table below are indicative.

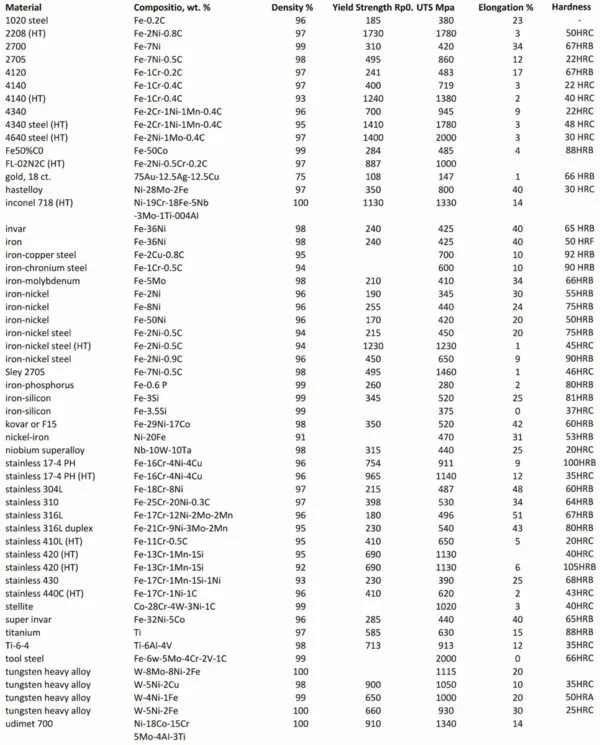
Mechanical Properties of MIM materials, in sintered and heat treated conditions
-
MIM Products
Metal injection moulding (MIM) has over the past decades established itself as a competitive manufacturing process
- for small precision components which would be costly to produce by alternative methods.
- large, but also for smaller volumes
- for complex shapes
- for almost all types of materials including metals, ceramics, intermetallic compounds, and composites.
Components made by MIM technology are continually finding new applications in industry sectors such as automotive, chemical, aerospace, business equipment, computer hardware, bio-medical and armaments.
-
Designing for MIM
As the MIM process is in several significant ways different to the press and sinter method the key design factors for the MIM process are included in this separate section
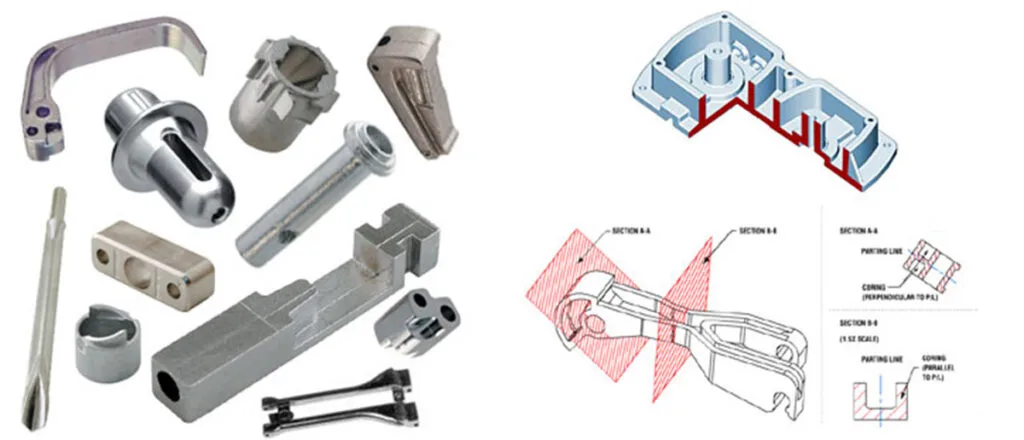
Sketches of some viable component geometries for MIM
Uniform Wall Thickness/Holes
Uniform wall thickness is critical in order to avoid distortion, internal stresses, voids, cracking and sink marks.
Variations in wall thickness also cause variations in shrinkage during sintering making dimensional control difficult.
- One method used to attain uniform wall thickness is coring (see diagram), and coring can also reduce cost by reducing material and processing times.
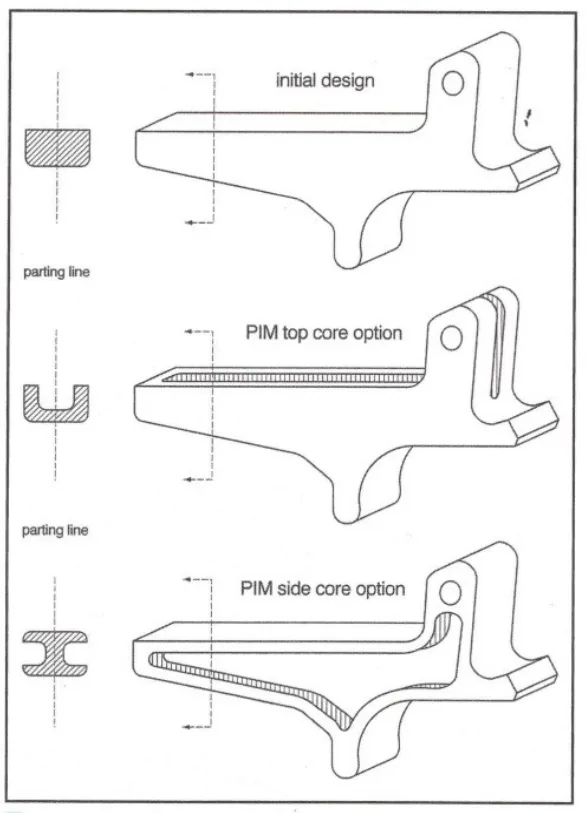
Figure 1 Coring can be used (and from different sides) to achieve better uniformity in wall thickness - In some parts coring can easily be achieved by adding holes that are formed by pins protruding into the mould cavity.
- Through holes are easier to mould than blind holes, because the core pin can be supported at both ends.

Blind holes formed by pins supported at only one end can be off centre due to deflection of the pin by the flow of feedstock into the cavity.
- Therefore the depth of a blind hole is generally limited to twice the diameter of the core pin.
- Holes perpendicular to one another cause special problems of sealing-off or closing-off in the mould.
- By redesigning one hole to a ‘D’ shape, the tooling will function better, be stronger, and minimise flashing.
An example of this construction is shown above.
Reinforcing ribs are another effective way to improve rigidity and strength in parts with thin walls.
- The thickness or width of a rib should not exceed the thickness of the wall to which it is joined, with the principle of uniform wall thickness being maintained whenever possible.
- However, while ribs can increase part strength, improve material flow, and prevent distortion during processing, they may also produce warpage, sink marks, and stress concentrations.
- Ribs should be added to a part design cautiously, and it is often better to wait for an evaluation of the initial tool samples.
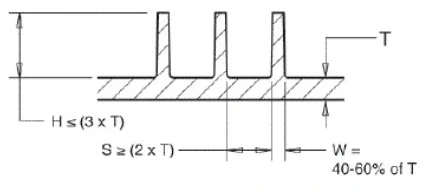 Figure 2 Ribs can be use to reinforce thin walls
Figure 2 Ribs can be use to reinforce thin walls
In some parts, different wall thicknesses cannot be avoided.

A gradual transition from one thickness to another reduces stress concentrations and poor surface appearance (flow lines).
The recommended ratio for transitions is shown in the figure.
In addition, the mould should be gated at the heavier section to ensure proper packing of the feedstock.
Gating

Feedstock enters the mould cavity through an opening called a ‘gate’.
In general, gate locations should permit the feedstock to flow from thick to thin sections as it enters the mould cavity.
Ideally, the flow path from the gate should impinge on the wall of the cavity or a core pin as shown below.
A flow path of thin to thick, generally, will cause voids, sink marks, stress concentrations and flow lines on the part surface.
Many MIM components are produced using multiple cavity tooling, where each cavity must be identical to the others.
To ensure part reproducibility, the gate and runner system to each cavity must be carefully sized and located so that each cavity will be filled with the identical amount of feedstock at a balanced fill rate.
Since the gate will leave a mark or impression, its location must be carefully selected with regard to part function and appearance.
Part Ejection from Mould Cavity
Draft, or a slight taper, may be required for the ejection of parts from the mould cavity.
This is particularly true for core pins, and the need increases with the depth of the hole or recess being formed.
When draft is required an angle from 0.5° to 2° is generally sufficient.Knock-out ejector pins are usually required for removing parts from the mould, and good design of these pins is critical to minimise flash marking of the parts.
Reducing Stress Concentrations
Sharp internal corners and notches should be avoided because they cause stress concentrations.
Thus, generous fillets or radii, which will also improve feedstock flow during moulding and assist in the ejection of the part, should be considered.
Both inside and outside corners should have radii as large as possible, typically not less than 0.4 to 0.8 mm.
Threads

When required, external and internal threads can be automatically moulded into the part thereby eliminating the need for mechanical thread-forming operations, like in the figure.
Internal threads are typically moulded by using automatic unscrewing devices, but this route is often not cost-effective and tapping should be considered.
Parting Lines
Parting lines are formed by the opposing faces of the mould, in the plane where the mould halves are separated to permit removal of the part, as was shown in the previous diagram.
With moulds of normal construction this feature is transferred as lines or witness marks onto the surface of the parts.
Undercuts
Undercuts, classified as internal and external are often required for part function.
Undercuts may increase tooling costs and lengthen cycles, but this is dependent on the type and location of the undercuts on the part.
External undercuts, often specified on MIM parts for ‘o’-ring seating can be formed by using a split cavity mould. As with the threaded components, there will be two parting lines 180° apart on the surface of the undercut, which may be objectionable in an ‘o’-ring groove.
Internal undercuts can be formed by using collapsible cores. However, most MIM parts are relatively small and cannot accommodate this approach. Designing MIM parts with internal undercuts or recesses is not recommended.
Tolerances
MIM processing normally requires a dimensional tolerance of +/-0.003 mm/mm (+/-0.3%).
As part size decreases, increasingly tighter tolerances can be achieved, as would be expected. However, the reduction in tolerances is not directly proportional to decreasing dimensions and may depend on material, part shape, and process requirements.
A tolerance of +/-0.001 mm/mm (+/-0.1%) can generally be held on a small, selected dimension when the mould has been ‘fine-tuned’
Surface Finish
Surface finish of MIM parts is approximately 0.80 µm, appreciably better than most investment castings. However, profilometer readings may be affected by residual porosity and are subject to interpretation.
The method of measuring surface finish should be agreed upon by both the customer and the vendor.
The surface finish of MIM parts can be improved by conventional processes such as grinding, lapping or burnishing.
Size of MIM Parts
There is, theoretically, no limit to the maximum size of part that could be produced, but economic considerations restrict the sizes that are currently viable.
There are two important factors in this connection:
The larger the part the greater is the proportion of the overall cost that is attributable to the raw material which is costly.
The total cost of the powder is a linear function of the weight of the part but in the case of parts produced by machining from solid bar stock, for example, the machining cost increase with increasing part size at a much lower rate.
The thicker the section the longer the debinding time, and thus the higher the cost of that part of the process.At the present time, the limiting thickness seems to be about 30 mm.
A novel approach has been developed for a ‘binderless’ MIM process (4) whereby a homogeneous mixture of a powder and a liquid medium containing chemical additives is injected into a cold mould where the mixture is solidified.
After ejection from the mould the liquid (approx 1 wt% of the part) is evaporated in a vacuum a process which can take 1 to 2 days depending on part thickness, powder size and powder loading.
Fully dense parts up to 800 g have been made in this way with wall thicknesses greater than 20mm.
- One method used to attain uniform wall thickness is coring (see diagram), and coring can also reduce cost by reducing material and processing times.



